
Envirogen has been selected to deliver a fully integrated, bespoke Eco MultiPro demineralised water treatment system for a major Energy-from-Waste (EfW) facility in Greater Manchester. The new installation will replace ageing plant infrastructure, support long-term operational reliability and improve efficiency, while also contributing to the region’s wider transition towards a circular economy and zero waste.

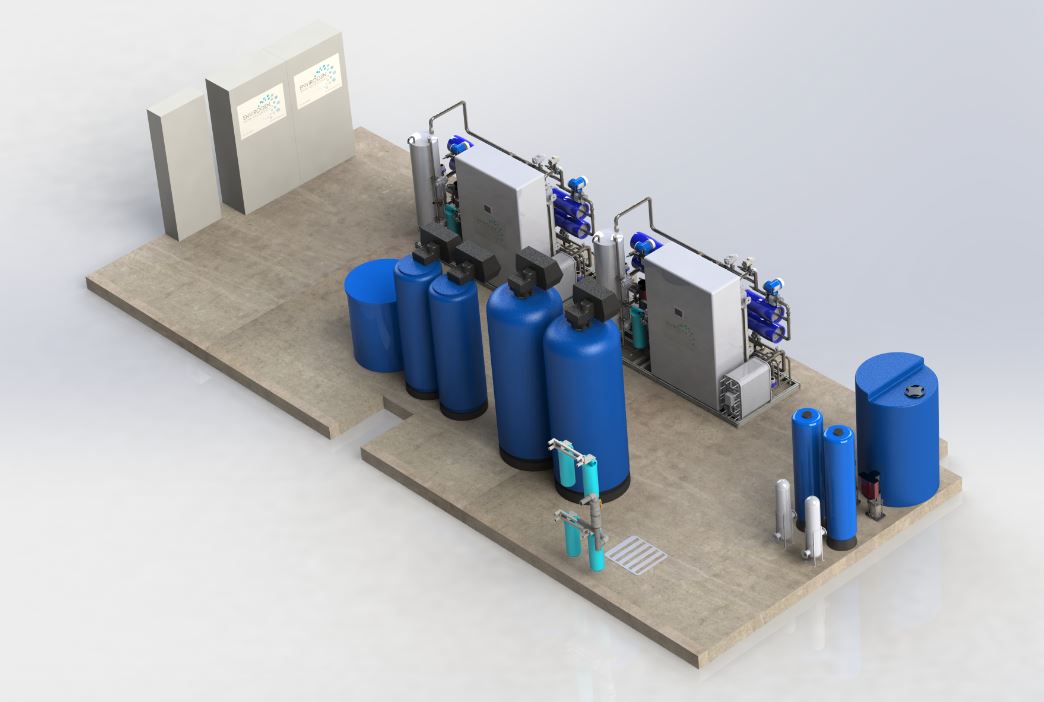
The project centres around a containerised, plug-and-play solution built around Envirogen’s skid-mounted Reverse Osmosis and Continuous Electrodeionisation (RO-CEDI) technology, designed to provide high-purity treated water for critical steam generation processes, boiler feedwater treatment, and Energy-from-Waste process applications.
Supporting Greater Manchester’s zero-waste objectives
SUEZ’s investment focuses on improving the facility’s environmental performance and operational efficiency, aligning with GMCA’s broader goals of advancing Greater Manchester’s transition towards a circular economy and a “zero waste” future.
Envirogen was selected to deliver the industrial water treatment and water purification technology required to meet these aims.
Ben Phillips, Regional Sales Manager at Envirogen, said:
“Following a site visit and technical audit, we worked closely with the customer to assess the relative merits of refurbishing the existing plant versus installing a new system. Based on lifecycle performance, operational efficiency and long-term reliability, the Eco MultiPro solution was identified as the strongest option. Its energy-efficient, zero-chemical design is expected to deliver a stronger return on investment while supporting wider sustainability goals.”
The existing demineralising plant had reached the end of its operational life, creating the need for a modern replacement solution. The Eco MultiPro system was selected because its performance and cost-effectiveness are already proven across Energy-from-Waste applications. The system is also designed to deliver high-purity demineralised water to help protect critical boiler and steam turbine assets within power generation operations.

Envirogen’s containerised solution, the Eco MultiPro, arrives ready for fast integration with existing processes and quick start-up.
Delivering high-purity RO-CEDI water performance
Envirogen’s scope includes the delivery of a bespoke Eco MultiPro water treatment plant within a compact, skid-mounted, plug-and-play package designed for rapid integration with existing site operations. The installation will replace ageing infrastructure, including an existing 15 cubic metre (m³) treated water tank, with a new robust 80 cubic metre tank to increase resilience and storage capacity.
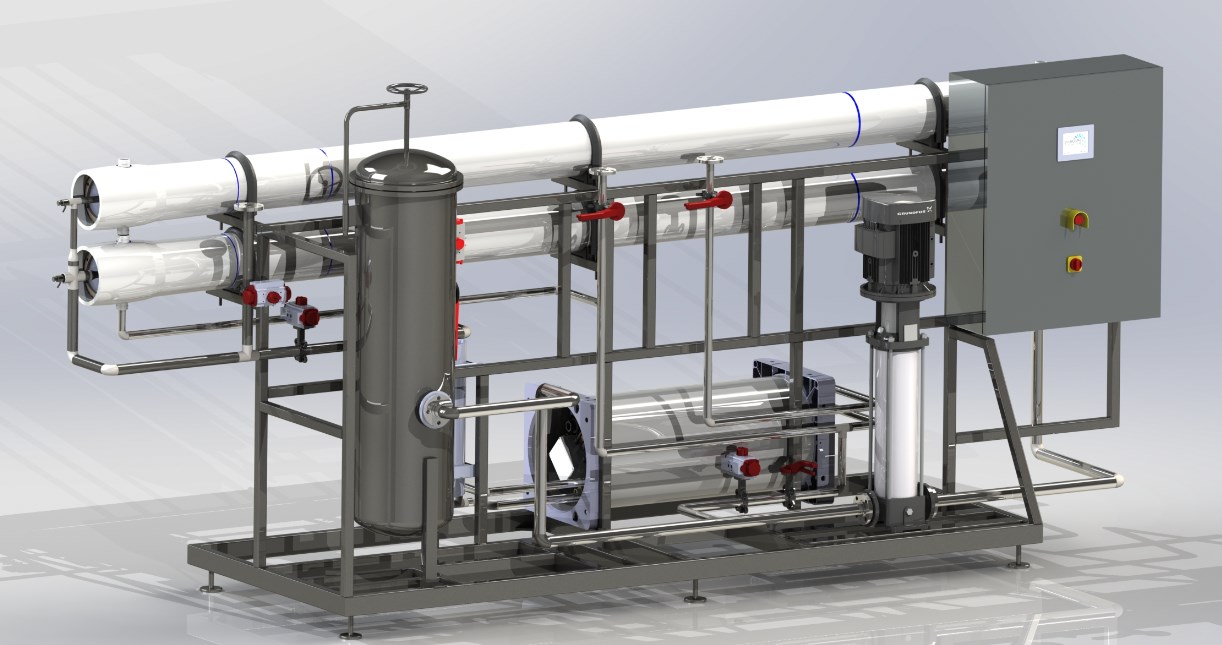
The treatment train combines reverse osmosis / continuous electrodeionisation (RO-CEDI) with integrated degas membrane technology to produce high-purity demineralised water for critical boiler and steam turbine applications.
Pre-treatment removes chlorine and hardness from incoming raw water to help prevent scaling and mineral build-up in downstream processes. The system also includes PLC/HMI controls with secure remote monitoring capability, enabling live operational visibility, historical data logging, and proactive maintenance support.
Key outcomes
- Increases storage capacity from 15m3 to 80m3, providing significant operational headroom and a 433% increase in on-site water resilience.
- Delivers ultra-pure water to help protect critical boiler and steam turbine assets from mineral build-up and corrosion, achieving conductivity of less than 0.10 microsiemens per centimetre (μS/cm), with ultra-low levels of silica (below 0.02 mg/l), sodium (below 0.01 mg/l), and Total Organic Carbon (below 0.20 mg/l).
- Exceeds flow requirements with a treated water output of 5m3/hr, providing essential safety margins and flexibility compared to the specified 3.5m3/hr.
- Eliminates hazardous chemical handling by utilising a zero-chemical process (RO-CEDI), removing the need for anti-scalant dosing, acid, caustic, and effluent neutralisation.
- Improves sustainability through high-efficiency recovery rates (75% RO recovery and 90% CEDI recovery) and >98% salt rejection to reduce waste streams.
- Lowers operating costs and total cost of ownership through high-efficiency, low-energy membranes and low-maintenance design.
- Supports long-term reliability through predictive maintenance and real-time monitoring, reducing unplanned downtime risk.
- Enables future growth through modern infrastructure with substantial built-in capacity.
About the client
Kemira is a global leader in sustainable chemical solutions for water-intensive industries. Its polyacrylamide flocculants are used worldwide to improve water treatment efficiency and reduce pollution in industrial and municipal systems.
Interested in other power plant water treatment process projects?
For more information on other water treatment and process filtration solutions for the power and energy industry:

Learn how a combined reverse osmosis and electrodeionization system (RO-EDI) helps Eco Park Surrey process 40,000 tonnes of kitchen waste and 50,000 tonnes of general refuse waste a year
Discover how purified demin water helps Energy Works Hull generate enough energy from waste to power 47,000 homes.
Contact us for more information on the benefits of water softener systems for your business